联系资料
深圳市国龙精密机械设备有限公司www.fuhai31.com
- 所在地区:
- 广东省 深圳市
- 公司主页:
- 暂无
- 电话号码:
- 0755*******
- 传真号码:
- 0755*******
- 联 系 人:
- 邵先生
- 移动电话:
- 1581*******
- 电子邮箱:
- ***15565306@163.com***
最新信息
查看更多>供应信息列表
-
深圳国龙精密机械加工对自己高标准,对加工高质量,对企业高效益,对员工高工资
抛光盘平面精度及其精度保持性是实现高精度平面抛光的关键。因此,抛光小面积的高精度平面工件时要使用弹性变形小,并始终能保持平面度的抛光盘。较为理想的是采用特种玻璃或者在平面金属盘上涂一层弹性材料或软金属材料作为抛光盘。
12月29日 更新 -
深圳国龙精密机械加工实行年底双薪多劳多得的制度优秀员工参与公司分红
在切削过程中,刀具切削部分将承受切削力、切削热的作用,同时与工件及切屑间产生剧烈的摩擦,因而发生磨损。在切削余量不均匀或切削断续表面时,刀具还将受到很大的冲击和振动。因此刀具切削部分的材料必须具备下列基本能。
12月29日 更新 -
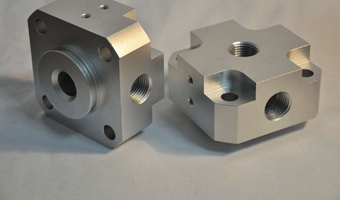
深圳精密机械加工国龙机械拥有数控车床多台并配备高度精密检测仪器等机械加工检测设备
孔的尺寸精度:一般用塞规检验;单件小批生产时可用内径千分尺或内径千分表检验;若精度要求很髙,可用气动量仪检验。
12月29日 更新 -
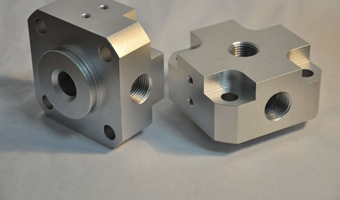
深圳国龙精密零件加工位于广东省深圳市宝安区,地理环境优越,交通十分便利。
自动测量装置作为辅助装置安装在机床上。这种检验方式能在不影响加工的情况下,根据测量结果,主动地控制机床的工作过程,如改变进给量,自动补偿刀具磨损,自动退刀、停车等,使之适应加工条件的变化,防止产生废品,故又称为主动检验。主动检验属在线检测,即在设备运行、生产不停顿的情况下,根据信号处理的基本原理,掌握设备运行状况,对生产过程进行预测、预报及必要调整。在线检测在机械制造中的应用越来越广。
12月28日 更新 -
深圳国龙精密零件加工追求卓越质量,创造一流品牌。
采用非接触端面抛光可以实现对沟槽的壁面、垂直柱状轴断面进行镜面精密零件加工,这是传统抛光方法难以傲到的。端面非接触镜面抛光装置示意图如图3.30所示。工具与工件互不接触,高速旋转的工具驱动微粒冲击工件形成沟槽或切断,然后再用同一种工具,对同一位置进行数次抛光,即可实现断面的精密零件镜面抛光。
12月28日 更新 -
深圳国龙精密零件加工坚持高品质,低成本,交货准和严格保密客户资料的经营理念为您服务
在机械运动中,液压作为动力是常见且经济的。液压传动中机械部件简单直观,只需缸体和活塞即可实现部件的移动或动力的传递。活塞类零件的结构型式分为以下三类。
12月27日 更新 -
深圳国龙精密机械加工承接各种办公自动化设备,工装冶具的加工欢迎来电咨询
近3年来,该团队与中科院、中国航天科技集团、中国航空工业集团等合作,推动我国空间光学、高端装备制造发展,自主研制出两大类7个型号的磁流变和离子束抛光机床,为“极大规模集成电路制造装备与成套工艺”、“高分辨率对地观测系统”等3个国家重大科技专项提供技术保障和装备支撑,解决了一系列制约其创新发展的技术难题。团队先后获得科技部重大科技专项颁发的“突出贡献奖”和“突出成果奖”。
12月26日 更新 -
深圳国龙精密机械加工有着严格的管理,齐全的设备,负责任的员工来承接各种订单
精密加工铝合金零件长lOOmm时,温度变化l℃,将产生2.25 Vm的误差。若要求确保O.I pm的加工精度,环境温度就需要控制在±0.05℃范围内。从以上结果可看到要提高机床的加工精度,必须严格控制温度变化。
12月26日 更新 -
深圳国龙精密机械加工选择员工的要求是细心耐心和责任心还有强烈的安全意识
制造技术的发展已有几千年的历史,从石器时代、铜器时代、铁器时代到现代的高分子塑料时代;从手工制作、机器制作到现代的智能控制自动化制作;从一般精度机械加工、精密机械加工到超精密机械加工,乃至纳米级加工.已逐渐接近加工精度和袅面质量的极限,代表了当前先进制造技术的一个系要方面。
12月26日 更新 -
深圳国龙精密机械加工新装了几台加工设备让产品加工更顺利
精密机械加工和超精密零件加工是一门多学科的综合高级技术.要达到高精度和高表面质量,不仅要考虑加工方法本身,而且涉及被加工材料、加工设备及工芝装备、检测方法、工作环境和人的技艺水平等冈此.孤立的加工方法是不能达到预定的效果的.必须打综合技术和条件的支持.从而形成了精密加工系统工程。
12月24日 更新 -
深圳光明加工误差综合动态补偿技术是什么呢
目前采用的补偿技术有:温度补偿、象限补偿、丝杠误差补偿、使用非均匀有理B样条 (NURBS)插补、纳米插补、加减速预测及控制伺服电机最佳加减速转矩、进行前瞻性控制、刀具长度补偿、刀具中心点及半径补偿、冲击控制等。
12月18日 更新 -
江苏扬州生物加工都有什么样的特点和用途呢
基于规则的人工智能(AI)系统在搜索规则{A?B,B?C}时,为了确定A而对所有规则的 先决条件进行彻底地搜索,从中选择一条规则用于A?B,其结论B又作为新的事实,这个过 程将重复许多次。在生物加工中,每条规则是自治的,对规则的操作是并行的,分别进行检验 和激活事实,以确定其(规则)是否被选中。
12月18日 更新 -
江苏常州超声波磨削加工技术的优势是哪些呢
随着机械工业向着高精度、高效率的趋势发展,新型材料被广泛应用,使普通磨削中经常 出现的砂轮堵塞和工件烧伤现象更加突出,其主要原因是磨削区温度高。如何有效地减小磨 削力、降低磨削温度是延长砂轮寿命、减少工件烧伤、提高加工质量的一个主要着眼点。超声 波振动磨削具有磨削力小、磨削温度低、砂轮不易堵塞等优点,能较好地解决普通磨削中存在 的问题。
12月18日 更新 -
江苏徐州塑性材料切屑形成过程是什么呢
所谓的二维切削(或正交切削)是指主切削刃与切削 运动方向垂直,且副切削刃不参与切削的切削状态。此时切削厚度沿刀刃方向是相同的,当切 削宽度远大于切削厚度时,除工件两侧外,其中间部分可看做平面应力状态。
12月18日 更新 -
福建福安珩磨加工要素及工艺是哪些呢
珩磨头一端连接机床主轴接头,杆部镶嵌或连接珩磨油石。在加工过程中,珩磨头的杆部 与珩磨油石进入工件的被加工孔内,并承受切削转矩;在机床进给结构的作用下,驱动珩磨油 石作径向扩张,实现珩磨的切削进给,使工件孔获得所需的尺寸精度、形状精度和表面粗糙度。
12月17日 更新 -
深圳宝安区扫描探针显微技术的关键技术和特点是什么
振动的影响一般情况下地面振动是在微米量级,可是要产生稳定的隧道电流,针尖 和样品间距必须小于1 mn。微小的振动就会使针尖撞上样品,甚至难以严格控制它在精细位 置上的扫描,所以要尽量减少振动。
12月17日 更新 -
江苏南京现代加工技术的地位与分类是什么呢
尤其是人类社会进入20世纪以后,现代数学、系统论、控制论和信息论等理论和学科的创建和 发展,新材料技术、数控技术、自动化技术和微电子技术的诞生和发展从根本上改变了加工技 术的手工、低效的传统面貌,使之迈向自动、髙效的现代化技术体系。
12月16日 更新 -
深圳盐田固结磨料磨具对于加工工艺有什么样的作用呢
人造磨具是指用磨料为主要原料以人工方法制得的磨具, 按其形状和特征又可以分为固结磨具、涂附磨具和研磨剂三 类。固结磨具是指通过某种方式将磨料固定住,具有固定形状 的磨具,其中砂轮是使用较广的固结磨具。它由磨粒、结合剂 和气孔(有时没有)组成,其特性主要由磨料、 粒度、结合剂、_度和组织等因素所决定。
12月16日 更新 -
深圳盐田现代加工技术的发展趋势是什么呢
现代加工技术需要关注的核心问题是加工质量、加工成本、加工效率、加工的绿色性以及 加工的自动化水平,在实际生产中采用何种具体的加工技术“必须考虑这些问题,而且往往还要 考虑它们之间的协调性。为了以更低的加工成本获得更高的加工质量和加工效率,并节省劳 力和保证加工过程中尽可能地不对环境产生有害影响,加工技术走过了漫长的发展经历,逐步走向更高水准。
12月16日 更新 -
福建泉州水射流及磨料流加工技术的原理是什么呢
水射流加工是以一束从小口径孔中射出的高速水射流作用在材料上,通过将水射流的动 能变成去除材料的机械能,对材料进行清洗、剥层、切割的加工技术。水射流是喷嘴流出形成 的不同形状的高速水流束,它的流速取决于喷嘴出口直径及面前后的压力差。加工机理是由 射流液滴与材料的相互作用过程以及材料的失效机理所决定的。
12月16日 更新