联系资料
沈阳鑫科迅塑料制品公司
- 所在地区:
- 辽宁省 沈阳市
- 公司主页:
- 暂无
- 电话号码:
- 1390*******
- 传真号码:
- 暂无
- 联 系 人:
- 暂无
- 移动电话:
- 1390*******
- 电子邮箱:
- 暂无
最新信息
查看更多>供应信息列表
-

模具加工工艺流程安排
沈阳模具加工工艺流程安排(1)底面加工,加工量保证;(2)铸件毛坯基准找正,2D、3D型面余量检查;
11月23日 更新 -
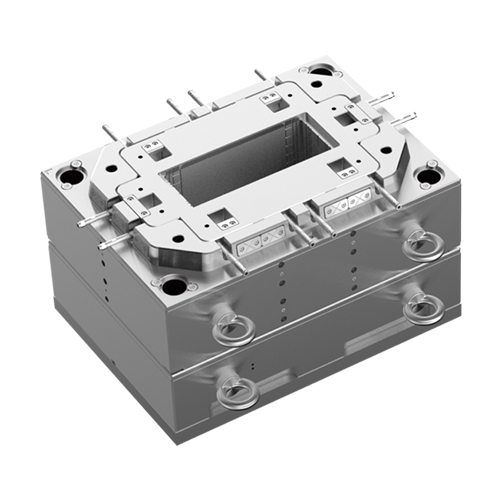
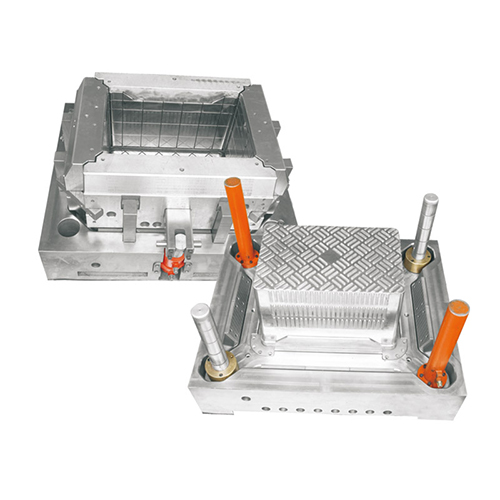
模具加工中模具种类
沈阳模具加工中模具种类(1)金属冲压模具:连续模、单冲模、复合模、拉伸模(2)塑胶成型模:注塑模、挤塑模、吸塑模
11月20日 更新 -
模具加工中成形磨削原理
沈阳模具加工成形磨削原理:就是把零件轮廓分为若干直线和圆弧,然后按一定顺序逐段磨削,并使其连接光滑、圆整,达到图样要求。
11月19日 更新 -
模具加工工作原理
沈阳模具加工过程中,刀具的作用是在主剪切区域把加工材料用强剪切力切除剥落。刀具的推进面和暴露的新鲜金属面之间,由于强烈的附着作用使推进面受到高的应力。因切割剥落的屑要移过刀具推进面,从而形成了二剪切区域。在二剪切区域产生的剪切作用使刀具受到大摩擦力。
11月18日 更新 -

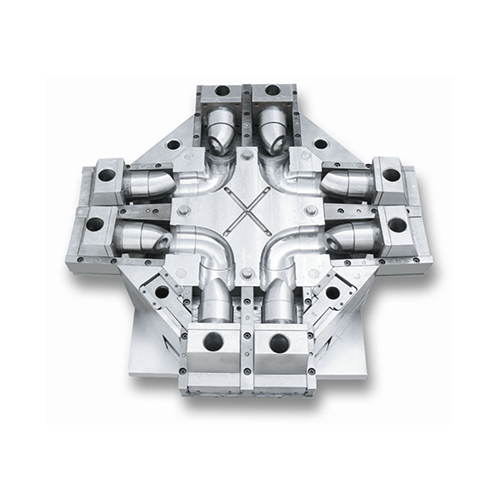
模具发展趋势向模具加工设备提出了特殊要求
沈阳模具加工成型零件的日渐大型化和零件的高出产率要求一模多腔,致使模具日趋大型化,大吨位的大型模具可达100吨,一模几百腔、上千腔,要求模具加工设备大工作台、加大Y轴Z轴行程、大承重、高刚性,高一致性。
11月16日 更新 -
模具加工电加工控制
现代的沈阳模具加工工厂,不能缺少电加工,电加工可以对各类异形、高硬度零件进行加工,它分为线切割与电火花二种。
11月15日 更新 -
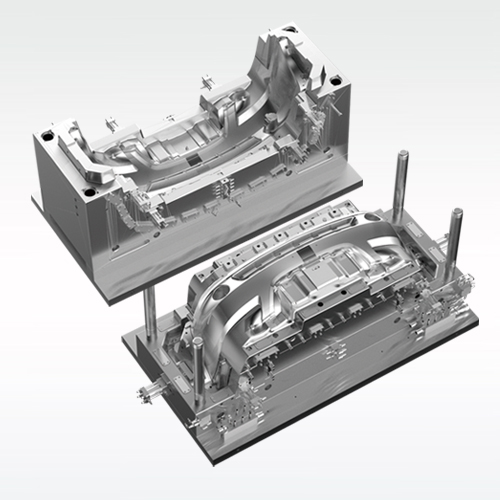
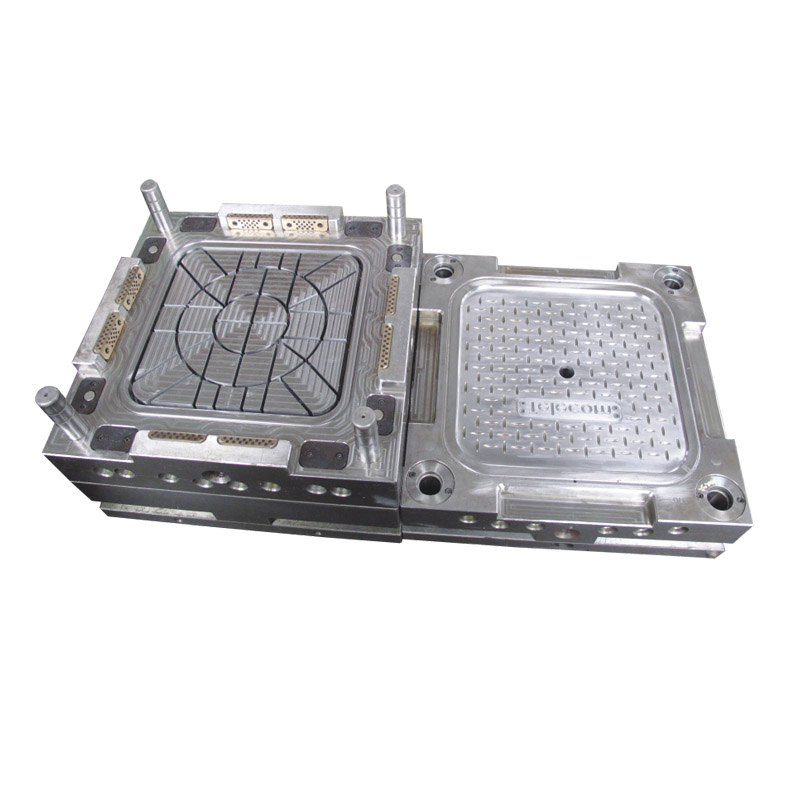
注塑模具加工生产过程
注塑模具加工一个技术和实践能力很强的行业。在注塑生产过程中,使用塑料原料,碳粉,喷嘴,模具,注塑机,周边设备,固定装置,喷雾器,各种辅助材料和包装材料。这些为注塑车间的管理带来了很大的成果。与其他行业或部门相比,有一定的难度,各级注塑车间管理人员的要求更高。
11月14日 更新 -
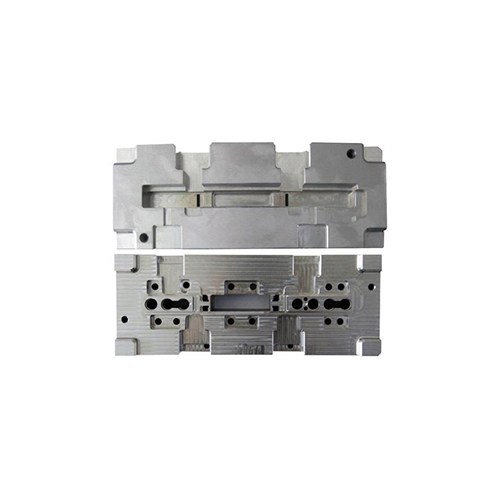
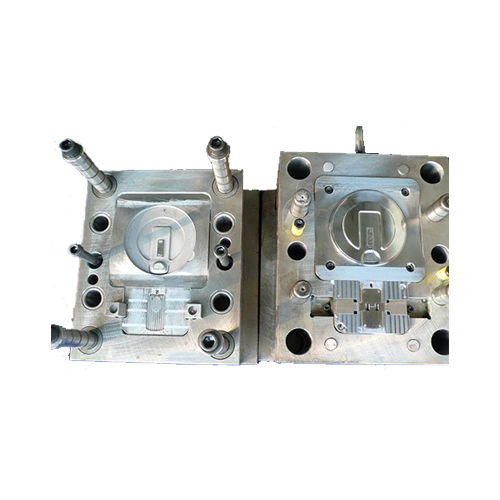
镶入式模具加工
沈阳模具加工加工圆形或方形之凹部,将块状部品镶合嵌入於模板中,此种模板称为镶入式构造,此构造之加工累积公差少、刚性高,分解及组立时之精度再现性良好。由於具有容易机械加工、加工精度由工作机械决定、最后调整之工程少等优点,镶入式模板构造已成为精密冲压模具之主流,但其缺点是需要高精度的孔穴加工机。
11月13日 更新 -
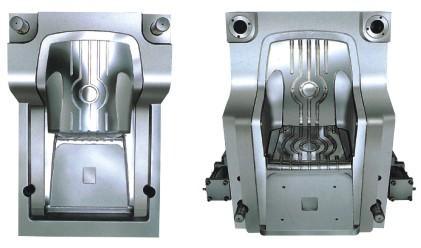
模具加工精度的要求
沈阳模具加工尺寸的制造精度应在0.005~0.02mm范围内;垂直度要求在0.01~0.02mm范围内;同轴度要求在0.01~0.03mm范围内;动、定模分型面的上、下两平面的平行度要求在0.01~0.03mm范围内。
11月12日 更新 -

模具加工与模具组装
沈阳模具加工的精度除在设计时给予佳的结构与合理的公差配合之外,零件加工与模具组装是至关重要的。因此,加工精度与加工方法的选择在模具制造中占有绝 对主导地位。
11月11日 更新 -
两化融合推动模具加工业发展进程
沈阳模具加工的CAD/CAE/CAM技术日新月异,模具企业信息化从设计、工艺、制造、管理四大领域提高综合竞争能力。模具CAD/CAE/CAM已发展成为一项比较成熟的共性技术,硬件和软件的价格也已降到中小企业普遍可以接受的程度,再加上微机的普及和应用及微机版软件的推出,模具行业中普及CAD/CAM的条件已经成熟
11月09日 更新 -
模具加工的模具规格
沈阳模具加工的模板之尺寸应大於工作区域,并选择标准模板尺寸。模板锁紧螺丝之位置配置与模具种类及模板尺寸有关。其中单工程模具最常使用锁紧螺丝配置於四边角,最标准形式工作区域可广大使用。长形之模具及连续模具最常使用锁紧螺丝配置於四边角及中间位置。
11月08日 更新 -
先进的快速模具加工制造技术
沈阳模具加工激光快速成型技术(RPM)发展讯速,我国已达到国际水平,并逐步实现商品化。世界上已经商业化的快速成形工艺主要有SLA(立体光刻)、LOM(分层分体制造)、SLS(选择性激光烧结)、3D-P(三维印刷)。
11月07日 更新 -
模具加工需要进行组配加工
模具加工类零件的加工对于一整副模具而言,有些零件由于使用性能上的要求,需要进行组配加工。作为一名工艺员要了解零件与零件之间的装配关系及零件在整副模具中的作用,从而合理安排组合或配作工艺是重要的。
11月05日 更新 -
模具加工的注意事项
模具加工的注意事项 工艺编制简明、表达详细,加工内容尽量数值化表达。.加工重 点难点处,工艺要特别强调。
11月04日 更新 -
模具加工中电加工控制
现代的模具加工工厂,不能缺少电加工,电加工可以对各类异形、高硬度零件进行加工,它分为线切割与电火花二种。
11月02日 更新 -
模具制造材料和选择标准件
在模具制造中材料的选用时,除要考虑产品的精度和质量外,还要结合模具厂的加工及热处理的实际能力给予正确的选择。此外,为了缩短制造周期,尽可能的利用现有的标准件。
11月01日 更新 -

什么事模具加工,模具加工的定义是什么?
模具加工(Mold Making)是指成型和制坯工具的加工,此外还包括剪切模和模切模具。通常情况下,模具有上模和下模两部分组成。
10月31日 更新 -
模具加工的加工流程
沈阳模具加工工艺流程安排,底面加工,加工量保证;铸件毛坯基准找正,2D、3D型面余量检查;
10月30日 更新 -
模具加工业的发展趋势
模具加工把塑性资料加工成大批的、统一形状部件的出产方式是现代制作业的柱石,实践上每一种市场化的商品都至少有一种由模具约束出的外形。
10月29日 更新