联系资料
德州勤创机电设备有限公司
- 所在地区:
- 山东省 德州市
- 公司主页:
- 暂无
- 电话号码:
- 1515*******
- 传真号码:
- 暂无
- 联 系 人:
- 暂无
- 移动电话:
- 1515*******
- 电子邮箱:
- 暂无
最新信息
查看更多>供应信息列表
-
深孔镗床检查的5个方法
维修人员通过故障发生时的各种光、声、味等异常现象的观察,认真察看系统的各个部分,将故障范围缩小到一个模块或一块印刷线路板。
09月20日 更新 -
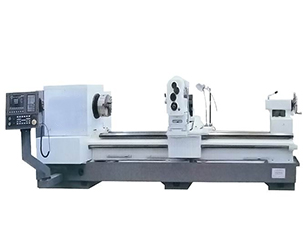
深孔钻床区别于传统的孔加工方式
深孔钻床根据工件的长短,该产品选用两种加工工件艺:短工件采用授油器授油并液压顶紧;长工件采用由镗杆尾部授油,四爪卡盘夹紧。适用于机床制造、机车、船舶、煤机、液压、动力机械、风动机械等行业的镗削、滚压加工,使工件粗糙度达0.4-0.8μm。
09月19日 更新 -

深孔镗床加工的要点
首先要确保毛培料是否合格,要看其外圆是否跳动过大。毛培倒角是否合适。 严格按图纸加工,保证内孔光洁度。并保证内孔加工尺寸。
09月19日 更新 -

温度对深孔镗床的4个影响
如车间内温度的分布(垂直方向、水平方向)。当昼夜交替或气候以及通风变化时车间温度均会产生缓慢变化。
09月18日 更新 -

数控深孔钻床的数控装置
数控深孔钻床的数控装置是机床的核心。数控装置主要由输入、处理和输出三个基本部分构成。根据程序载体的不同,相应有不同的输入装置。下面我们就来说一说输入装置有哪些输入方式。
09月17日 更新 -
卧式镗铣床的发展
卧式镗铣床的发展以其注入加速度概念而倍受关注,为高速运行作技术支撑的传动元件电主轴、直线电机、线性导轨等得到广泛应用,将机床的运行速度推向了新的高度。
09月16日 更新 -
数控机床的运算
控制系统用于数控机床的运算、管理和控制,通过输入介质得到数据,对这些数据进行解释和运算并对机床产生作用;伺服系统根据控制系统的指令驱动机床,使刀具和零件执行数控代码规定的运动。
09月12日 更新 -

深孔镗床的钻孔中心偏移
如果发现工件旋转不稳定,要及时采取平衡措施,降低转速,避免出现更严重的磨损。如果是钻孔深比较大,要提高钻杆的强度,采取双向旋转的方式,减少偏移的发生。
09月11日 更新 -

深孔钻镗床应如何保养
检查补充螺钉、螺母、手柄、油杯等,主轴系统及各定位螺钉有无松动,检查各操纵手柄定位是否准确可靠。
09月10日 更新 -

数控机床按控制方式分类
这类机床不带位置检测反馈装置,通常用步进电机作为执行机构。输入数据经过数控系统的运算,发出脉冲指令,使步进电机转过一个步距角,再通过机械传动机构转换为工作台的直线移动,移动部件的移动速度和位移量由输入脉冲的频率和脉冲个数所决定。
09月09日 更新 -
深孔钻镗床的加工精度
加工精度主要用于生产产品程度,加工精度与加工误差都是评价加工表面几何参数的术语。数控机床加工精度用公差等级衡量,等级值越小,其精度越高;加工误差用数值表示,数值越大,其误差越大。加工精度高,就是加工误差小,反之亦然。
09月06日 更新 -
深孔钻镗床的优点
一次装夹能完成各种盘类、板类、壳体、凸轮、模具等复杂零件一次装夹,可完成钻、铣、镗、扩、铰、刚性攻丝等多种工序加工。
09月05日 更新 -
深孔镗床的三大装置
输入装置:将数控指令输入给数控装置,根据程序载体的不同,相应有不同的输入装置。主要有键盘输入、磁盘输入、CAD/CAM系统直接通信方式输入和连接上级计算机的DNC(直接数控)输入,现仍有不少系统还保留有光电阅读机的纸带输入形式。
09月04日 更新 -
深孔加工过程中最常见的加工方法
深孔钻镗床镗孔是机械加工过程中最常见的加工方法之一。镗孔,指的是对锻出,铸出或钻出孔的进一步加工。镗孔是在预制孔上用切削刀具使之扩大的一种加工方法,镗孔工作既可以在镗床上进行,也可以在车床上进行。
09月03日 更新 -
三轴数控深孔机床的优点
一般钻床或摇臂钻首先需人割线确定孔的位置,或在其他机床定位之后,更换多种钻头刀具进行加工,或是更换多台机床来完成,深孔钻床一道工序即可完成。
08月31日 更新 -

如何对深孔钻镗床进行良好的保养
擦拭机床外表、罩盖及附件,达到内外清洁、无锈蚀、无‘黄袍’。擦拭长丝杠、光柱、齿条。
08月30日 更新 -
如何提高深孔镗床的精密度
误差预防技术是指采取相应举措来减小或消除误差,亦即减少误差源或改变误差源与加工偏差之间的数量转换关系。为减少或消除几何形状偏差,可运用如下一些措施:运用跟刀架,消除径向力的影响,运用反向走刀,使轴向力的压缩作用变为拉伸作用,同时运用弹性顶尖,消除可能的压弯变形。
08月29日 更新 -
如何减少深孔加工中的故障的方法
数控深孔机床加工设备减少故障还需要做到在操作上的细心,只有优秀的有经验的操作者才能保证在使用数控深孔机床加工设备时对其作出精准的数据判断,对在使用数控深孔机床加工设备时出现问题的处理方法都会更加的快捷,因此,在使用数控深孔机床加工设备时尽可能让机械有配有有经验的操作者的陪同才可以进行操作。
08月28日 更新 -
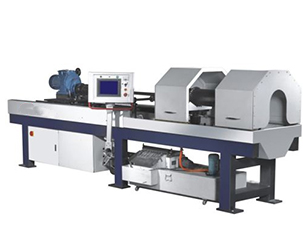
数控深孔镗刮滚机床优势
数控深孔镗刮滚机床,效率比普通深孔和珩磨高5-8倍。它是专业制造液压油缸的加工设备。他把粗镗与精镗融于一体,利用推镗一次完成粗精镗,在镗完后利用退刀的时机同时完成滚压这道工序。滚压加工,使工件粗糙度达Ra0.4.
08月27日 更新 -

深孔机床的磨法
钻刃夹角增大至130-140度以增加切屑厚并改变切屑排出的方向(切屑排出的方向是与刃口垂直)
08月26日 更新